含焊缝的承压结构在做合于使用评价(Fitness-for-Service, FFS)时,有一类应力既不来自外载、也不来自残余场,而是 制造装配没做到完美 带出来的——焊接接头“没对齐”。BS 7910:2019 的 Annex D 专门处理它:当两块要焊在一起的板或筒发生轴向错边或角变形时,拉伸载荷的传力路径被迫拐弯,在焊缝处逼出一层局部弯曲应力 $\sigma_s$。
Annex D 是 资料性附录(informative)——2019 版把附录 A–U 全部改为资料性。它不是一套独立的评定方法,而是给主评定流程 供应力数据 的插件:算出 $\sigma_s$,再喂进断裂评定(FAD)和疲劳评定。全篇一共两张表、合计 10 个标准化构型:Table D.1 对接接头 7 型(a–g)+ Table D.2 十字/T 形接头 3 型(a–c)。下文先讲原理,再逐型给出示意图与算法,一个不落。
一、基本原理
1.1 理想 vs 现实:错位为什么会“生”出应力?
理想焊缝:两块板的中面(neutral axis)在一条直线上,拉力 $P_m$ 沿直线传递,截面只有均匀的 膜应力。
现实焊缝:制造装配做不到完美,两板“没对齐”。两端的拉力 等大反向、向外对拉($\sum F=0$),但作用线错开 $e$ → 构成力偶 $M\approx P_m e$ → 在焊趾(weld toe,焊缝与母材的交界、裂纹最爱起源处)叠加一层弯曲应力(BS 7910:2019, 附录 D, D.1)。
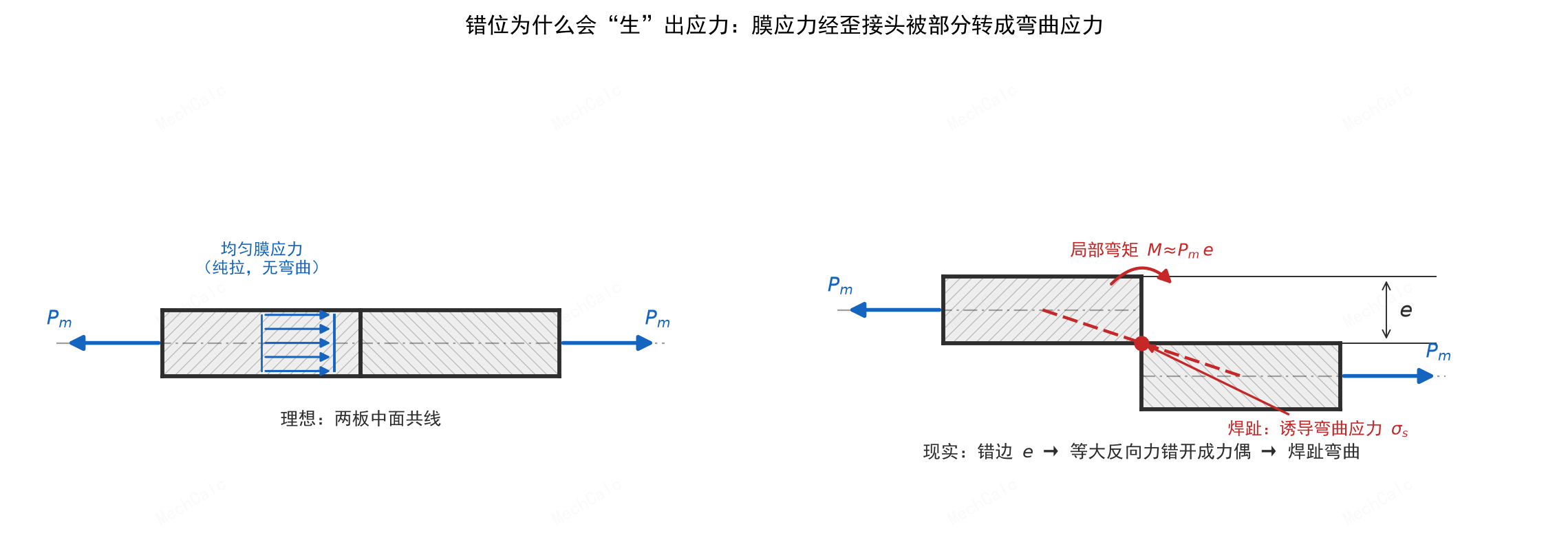
图1:错位为什么会生出应力。左——理想接头两板中面共线,两端膜力等大反向、作用线重合,截面只有均匀膜应力;右——现实接头错开 e 后,两端膜力虽仍等大反向(轴向力平衡),但作用线错开 e、构成力偶 M≈Pm·e,在焊趾逼出诱导弯曲应力 σs(依据 BS 7910:2019, 附录 D, D.1)。
💡 一句话物理图像:膜应力(拉)经过“歪掉的接头”,被部分转化成了弯曲应力。这正是膜应力与弯曲应力在工程中最典型的一次相互转化,产物是焊趾处的局部弯曲应力。
1.2 两种基本错位 + 一个特殊几何
| 类型 | 符号 | 含义 |
|---|---|---|
| 轴向错边(axial misalignment / eccentricity) | $e$ | 两板中面平行但错开 $e$,俗称“错台” |
| 角变形(angular misalignment) | $\alpha$(峰高 $y$) | 两板带夹角 $\alpha$ 拼接,焊缝处鼓起棱角,峰高记作 $y$ |
| 椭圆度(ovality,特殊几何) | $D_{max}-D_{min}$ | 压力容器或管不圆,内压下被“压圆”而在焊缝处产生附加弯曲 |
(BS 7910:2019, 附录 D, D.0 + Table D.1)
1.3 三条适用边界(最易踩错)
- 方向性——$\sigma_s$ 只在“垂直于错位线的 膜应力分量 $P_m$”下产生;不产生 于:① 连续焊缝 纵向 受载;② 板件仅受 纯弯曲。例外:受总体弯曲的型材或管,其膜应力分量仍会经错位再生出附加弯曲。
- 符号——多种错位并存时,总诱导弯曲等于各类型之和;同一截面在表面/壁厚不同位置有拉(+)/压(−);轴向分量与角度分量可能 同号叠加,也可能反号抵消,必须代数相加。
- 约束(restraint)——弯曲的大小还取决于接头能否在诱导弯矩下自由转动(与载荷、边界条件、截面形状、局部加强有关)。量化约束通常需有限元分析;除非能证明约束减小了影响,否则一律按“无约束”算(最保守)。
💡 三个共通约定(读公式前先记住)
- 适用于 对接(butt)与角焊(fillet)接头;除十字角焊缝焊根(Table D.2 case c)外,所有公式给的都是焊趾处的 $\sigma_s$。
- 公式假定形状偏差在 零载下 测量;若在载荷下测得(如几何检测仪在役测量薄壁管),需修正回零载值。
- 评定 埋藏裂纹 时:错位弯曲应力沿壁厚 线性变化、到中性轴处为零,按此分布取裂纹所在深度处的值。
二、核心产物:弯曲应力 σs 与放大系数 km
2.1 两条用法 + km 定义
Annex D 的所有公式都先给出无量纲比值 $\sigma_s/P_m$。拿到这个比值后有两条路:路① 直接取 $\sigma_s$ 作弯曲分量输入断裂评定;路② 折算成放大系数 $k_m$:
$$k_m = \frac{P_m+\sigma_s}{P_m}=1+\frac{\sigma_s}{P_m} \qquad k_m = 1+\frac{\Delta\sigma_s}{\Delta P_m}\ \text{(应力幅形式)}$$(BS 7910:2019, 附录 D, 公式 D.1、D.2)
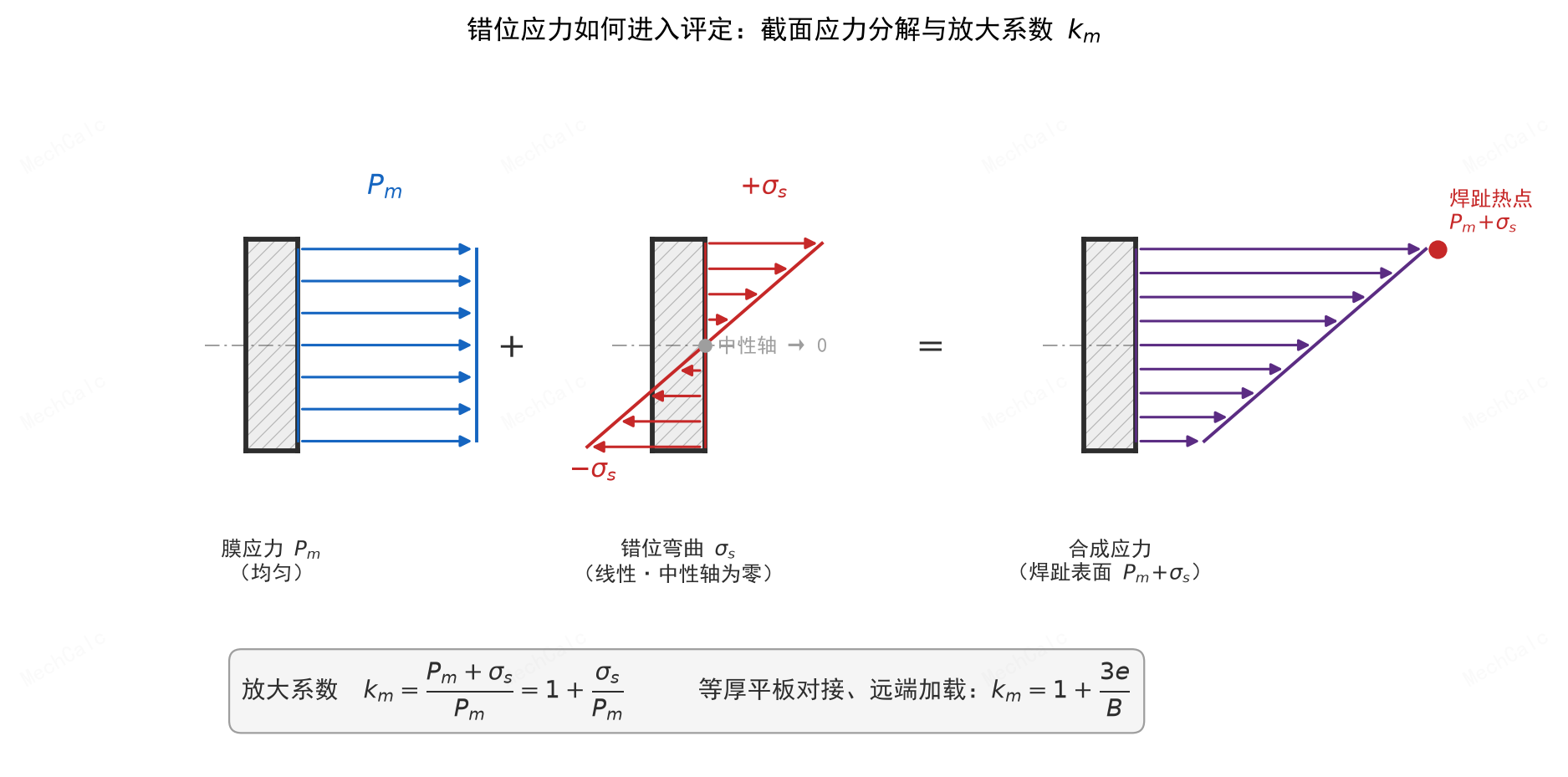
图2:焊缝截面应力分解。总应力 = 均匀膜应力 Pm + 错位弯曲应力 σs(沿壁厚线性、中性轴处为零),合成后焊趾表面达到峰值 Pm+σs,故放大系数 km = (Pm+σs)/Pm = 1 + σs/Pm(依据 BS 7910:2019, 附录 D, 公式 D.1)。
2.2 多种错位叠加
轴向错边与角变形同时存在时,放大系数 线性相加:
$$k_m = 1 + (k_m-1)_{\text{轴向}} + (k_m-1)_{\text{角度}}$$(BS 7910:2019, 附录 D, 公式 D.3;叠加时注意 §1.3 第 2 条的符号约定——可能同号叠加更危险,也可能反号抵消)
2.3 入门锚点:km = 1 + 3e/B
💡 只记一个公式就够入门:等厚平板对接、轴向错边 由 Table D.1 case a,无约束 $\kappa=6$、远端加载 $l_1=l_2$ 时化简为:
$$\frac{\sigma_s}{P_m}=\frac{3e}{B}\quad\Longrightarrow\quad k_m=1+\frac{3e}{B}$$物理含义一目了然:错边量 $e$ 越大、板越薄($B$ 越小),放大越狠。 例:10 mm 厚板错边 2 mm,$k_m=1.6$,膜应力被放大了六成。
2.4 一次应力还是二次应力?
保守做法是当 一次应力(既影响纵轴 $K_r$、又影响横轴 $L_r$);研究表明环焊缝场景常可按 二次应力 处理(只影响 $K_r$、不影响 $L_r$)。先按一次求稳,有依据时可按二次放宽——这是一次应力与二次应力区分的经典工程实例。
2.5 穿透裂纹:可能过保守
裂纹本身会释放局部弯曲,裂纹越长释放越多——对穿透裂纹直接套 Annex D 可能 过于保守,必要时需专门分析(BS 7910:2019, 附录 D, D.1)。
三、Table D.1:对接接头(butt joints)7 型逐型详解
通用算法骨架(每型都套这五步):① 量几何($e$ 或 $\alpha,y$;以及 $B,l$ 等)→ ② 按构型选公式与参数($\kappa$、$n$、端部条件)→ ③ 算 $\sigma_s/P_m$ → ④ 得 $\sigma_s=(\sigma_s/P_m)\,P_m$、$k_m=1+\sigma_s/P_m$ → ⑤ 喂给评定(见第五节)。
a) 等厚平板,轴向错边
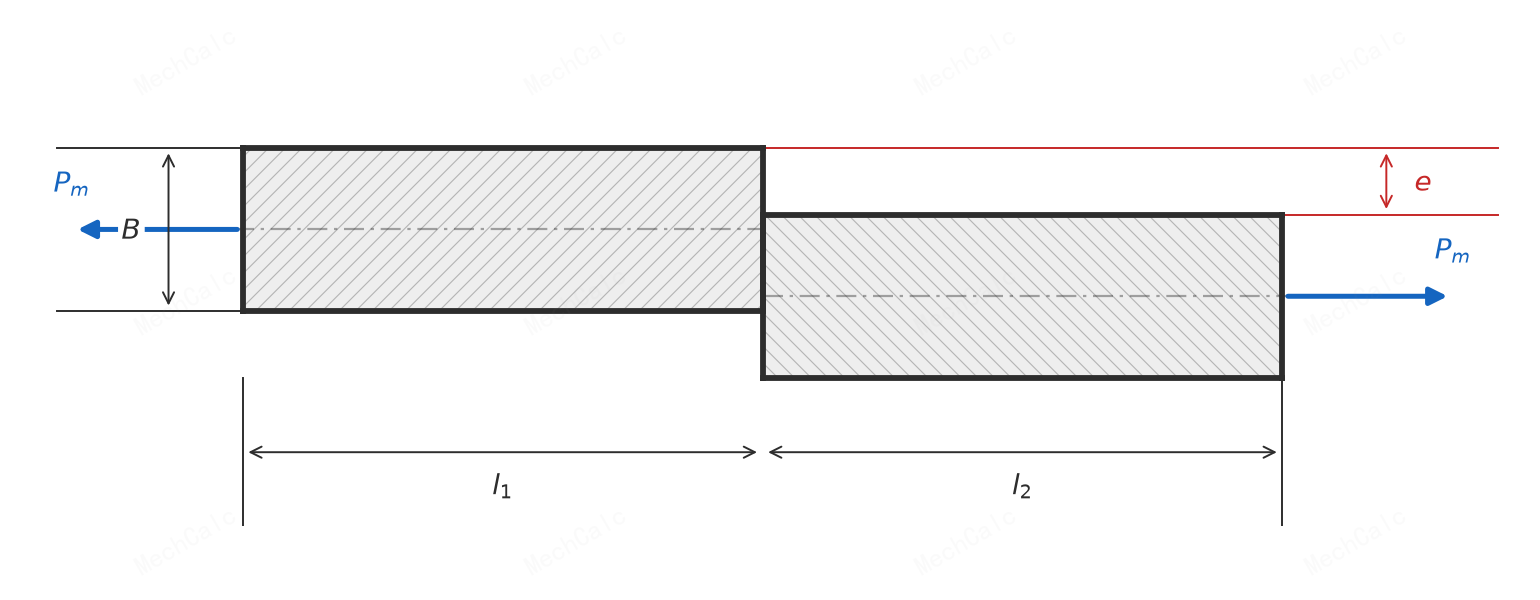
图3a:等厚平板轴向错边 e(依据 BS 7910:2019, 附录 D, Table D.1 case a)。
算法:① 量错边量 $e$、板厚 $B$、两侧跨距 $l_1,l_2$;② 取约束因子 $\kappa$——无约束取 $\kappa=6$(最保守);③ 远端加载时可设 $l_1=l_2$,公式化简为 $\sigma_s/P_m=3e/B$;④ 得 $\sigma_s$ 与 $k_m=1+3e/B$。
(BS 7910:2019, 附录 D, Table D.1 case a)
b) 不等厚平板,轴向错边($B_2>B_1$)
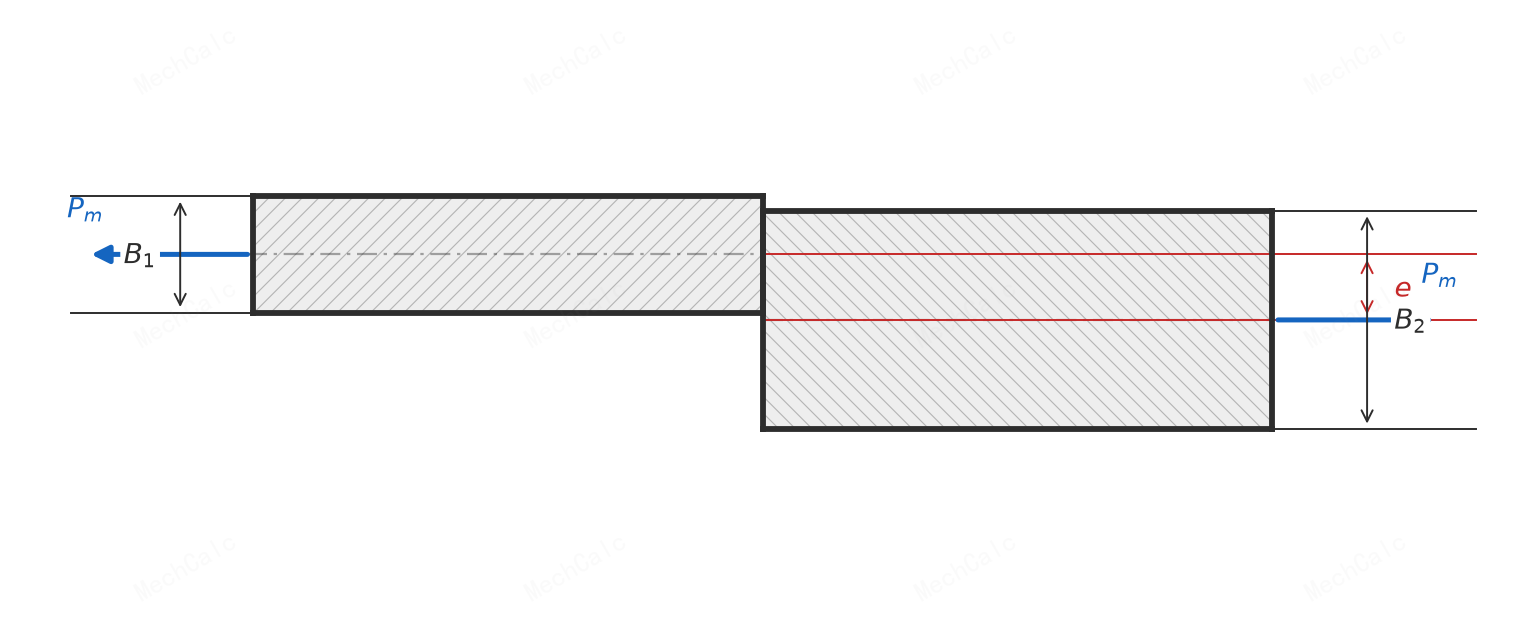
图3b:不等厚平板轴向错边,B1 为薄板、B2 为厚板(依据 BS 7910:2019, 附录 D, Table D.1 case b)。
算法:① 以 薄板 $B_1$ 为基准;② 厚度比项 $B_1^{\,n}/(B_1^{\,n}+B_2^{\,n})$ 把诱导弯曲在薄、厚两板间按刚度分配(厚板分担更多、薄板焊趾应力被削弱);③ 取 $n=1.5$(由试验支持);④ 适用远端加载、无约束接头。
(BS 7910:2019, 附录 D, Table D.1 case b)
c) 筒/管纵焊缝,轴向错边($B_2\ge B_1$)
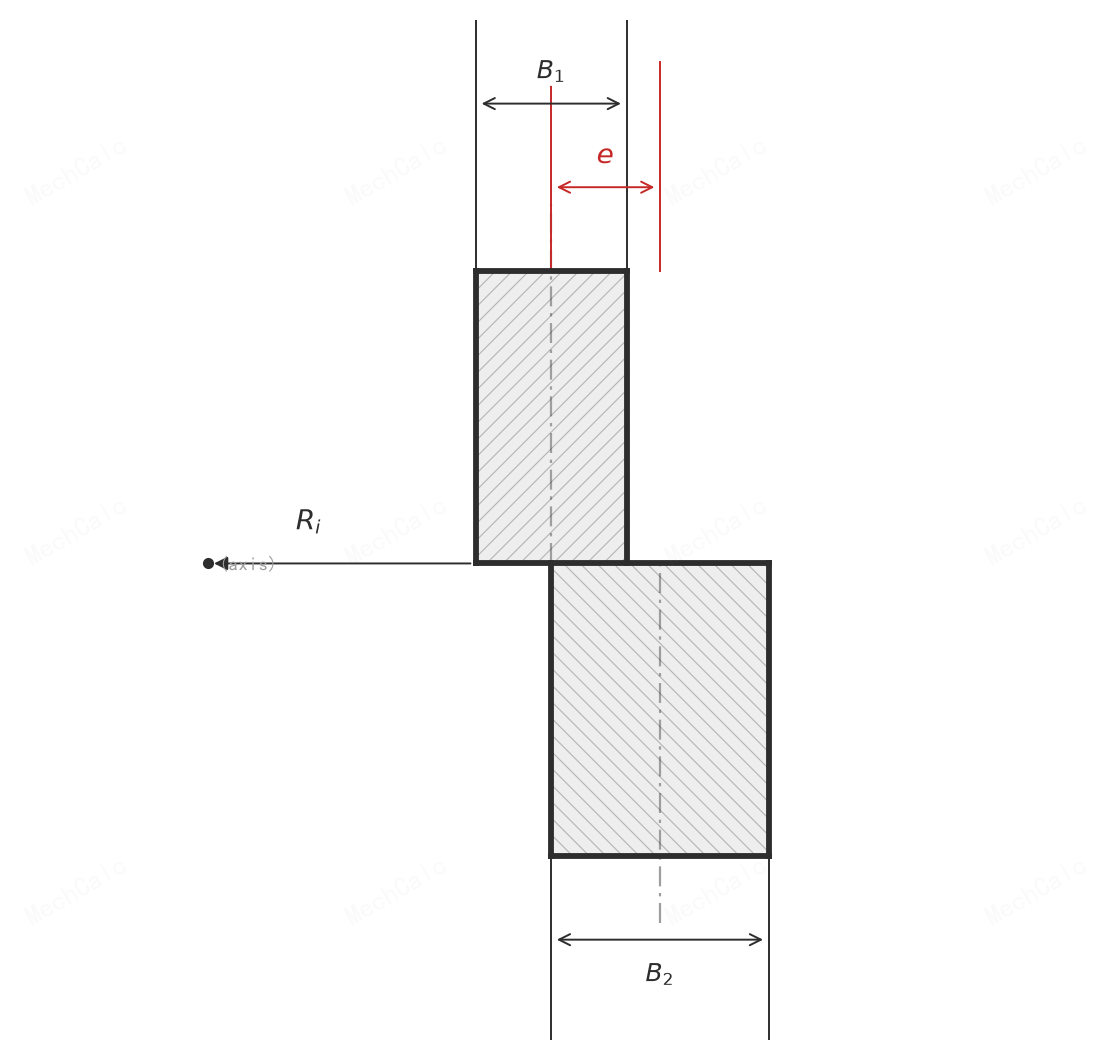
图3c:圆筒或管纵焊缝轴向错边,横截面上纵焊缝处为径向错台 e(依据 BS 7910:2019, 附录 D, Table D.1 case c)。
算法:在平板式的基础上加两项壳体修正——① $(1-\nu^2)$ 反映壳壁的双向约束(提高刚度);② 厚度比改用 0.6 次幂。其余流程同 case a、b。
(BS 7910:2019, 附录 D, Table D.1 case c)
d) 筒/管环焊缝 + 球壳焊缝,轴向错边($B_2\ge B_1$)
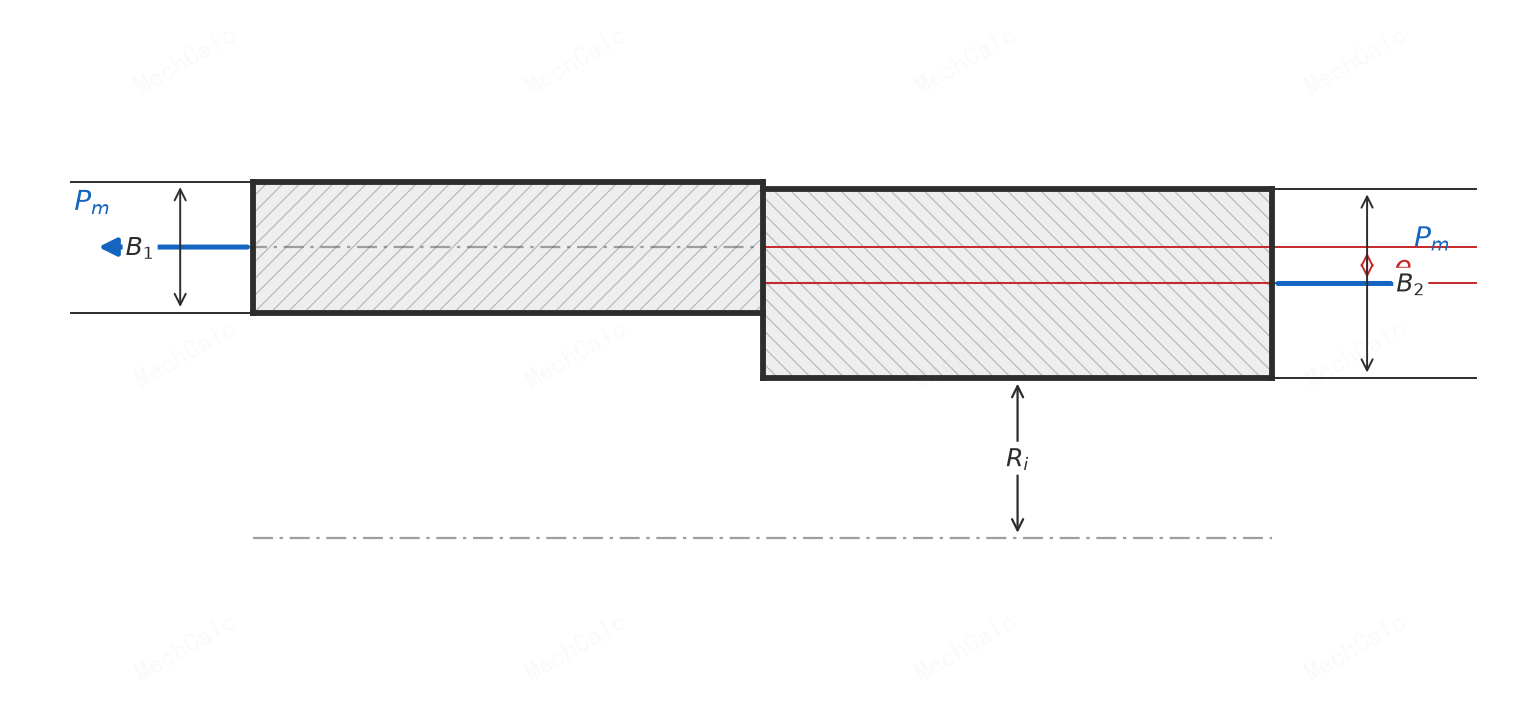
图3d:圆筒或管的环焊缝、球壳焊缝轴向错边,轴向剖面,含筒体内半径 Ri(依据 BS 7910:2019, 附录 D, Table D.1 case d)。
环焊缝/球壳缝采用 分段式 公式:
$$\sigma_s/P_m<1:\quad \frac{\sigma_s}{P_m}=\frac{6e}{B_1(1-\nu^2)}\left[\frac{1}{1+(B_2/B_1)^{1.5}}\right]$$$$\sigma_s/P_m\ge1:\quad \frac{\sigma_s}{P_m}=\frac{2.6e}{B_1}\left[\frac{1}{1+0.7(B_2/B_1)^{1.4}}\right]$$算法:① 先用 第一式 试算;② 若结果 $<1$ 即为终值;③ 若 $\ge1$ 则改用 第二式 重算(两式按 $\sigma_s/P_m$ 是否达到 1 分段切换)。
(BS 7910:2019, 附录 D, Table D.1 case d)
e) 平板,角变形($\alpha$ 为弧度)
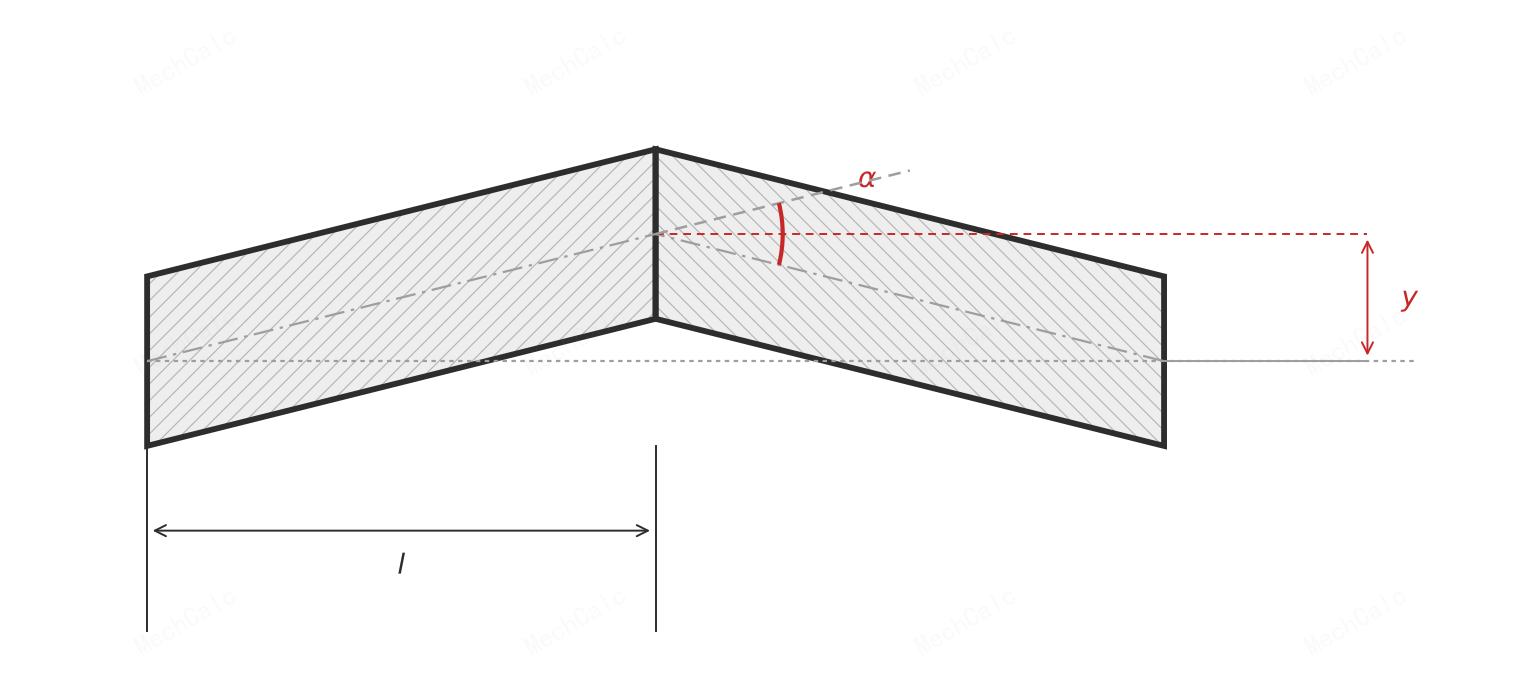
图3e:平板角变形,α 为左板中面延长线与右板中面的夹角,峰高记作 y(依据 BS 7910:2019, 附录 D, Table D.1 case e)。
固支端:
$$\frac{\sigma_s}{P_m}=\frac{3y}{B}\left[\frac{\tanh(\beta/2)}{\beta/2}\right]=\frac{3\alpha}{4}\frac{2l}{B}\left[\frac{\tanh(\beta/2)}{\beta/2}\right]$$铰支端:
$$\frac{\sigma_s}{P_m}=\frac{6y}{B}\left[\frac{\tanh\beta}{\beta}\right]=\frac{3\alpha}{2}\frac{2l}{B}\left[\frac{\tanh\beta}{\beta}\right],\qquad \beta=\frac{2l}{B}\sqrt{\frac{3\,\sigma_{max,m}}{E}}$$算法:① 量角变形(峰高 $y$ 或夹角 $\alpha$,$2l$ 为跨距);② 选端部条件(固支或铰支)取对应式;③ 算 $\beta$(需最大膜应力 $\sigma_{max,m}$ 与弹性模量 $E$);④ tanh 修正——方括号项恒 $\le 1$,反映受拉把角变形“拉直”的作用:受拉下忽略它偏保守、$2l/B<10$ 时可忽略;但 受压时 tanh 变成 tan,不可忽略。
(BS 7910:2019, 附录 D, Table D.1 case e)
f) 筒/容器纵缝或环缝,角变形
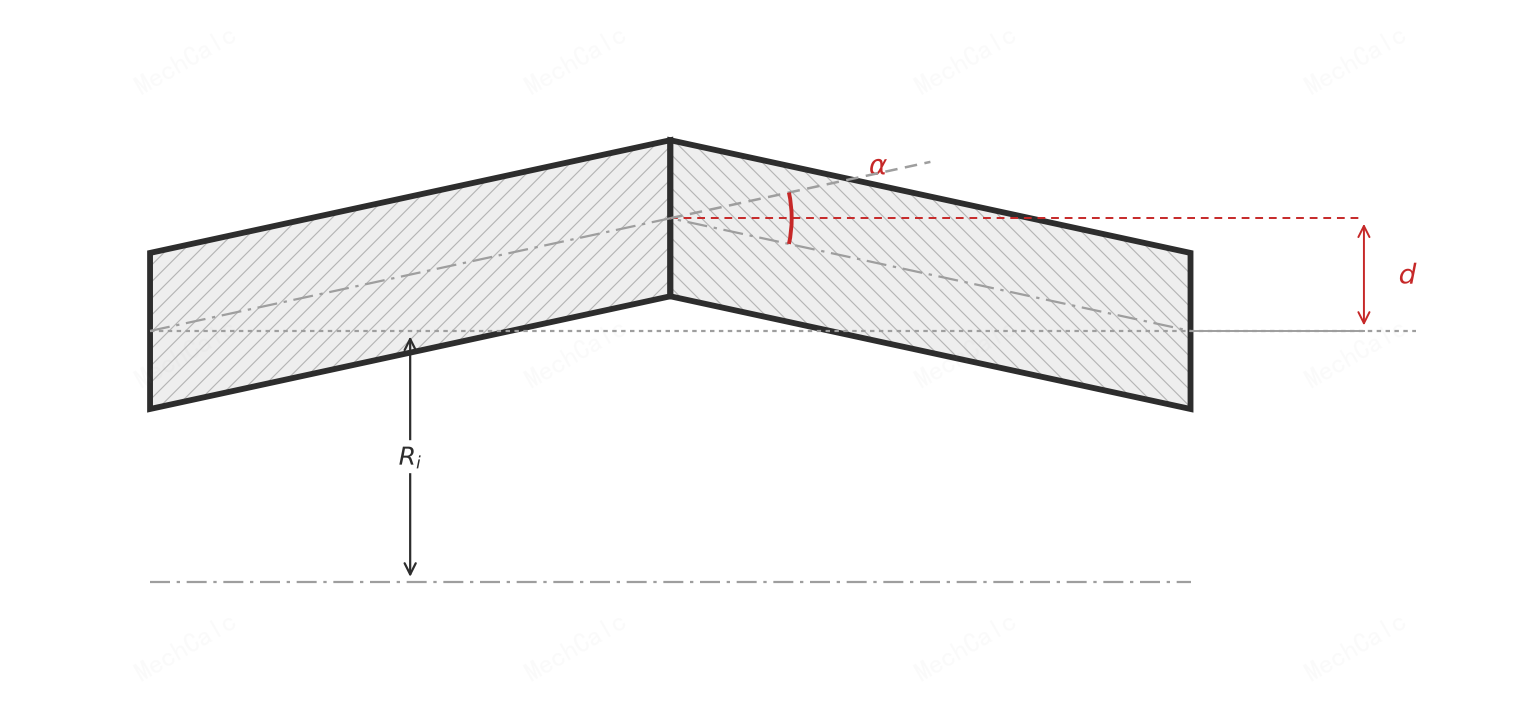
图3f:圆筒或容器纵缝、环缝角变形,曲壁角折,含内半径 Ri(依据 BS 7910:2019, 附录 D, Table D.1 case f)。
固支端:
$$\frac{\sigma_s}{P_m}=\frac{3d}{B(1-\nu^2)}\left[\frac{\tanh(\beta/2)}{\beta/2}\right]$$铰支端:
$$\frac{\sigma_s}{P_m}=\frac{6d}{B(1-\nu^2)}\left[\frac{\tanh\beta}{\beta}\right],\qquad \beta=\frac{2l}{B}\sqrt{\frac{3(1-\nu^2)\,\sigma_{max,m}}{E}}$$算法:同 case e,但① 用偏离真圆量 $d$(理想几何下 $d=y/2$ 或 $\alpha l/2$);② 加上 $(1-\nu^2)$ 的壳体约束(同时进入 $\beta$)。
(BS 7910:2019, 附录 D, Table D.1 case f)
g) 压力管/容器,椭圆度($\theta$ 为度)
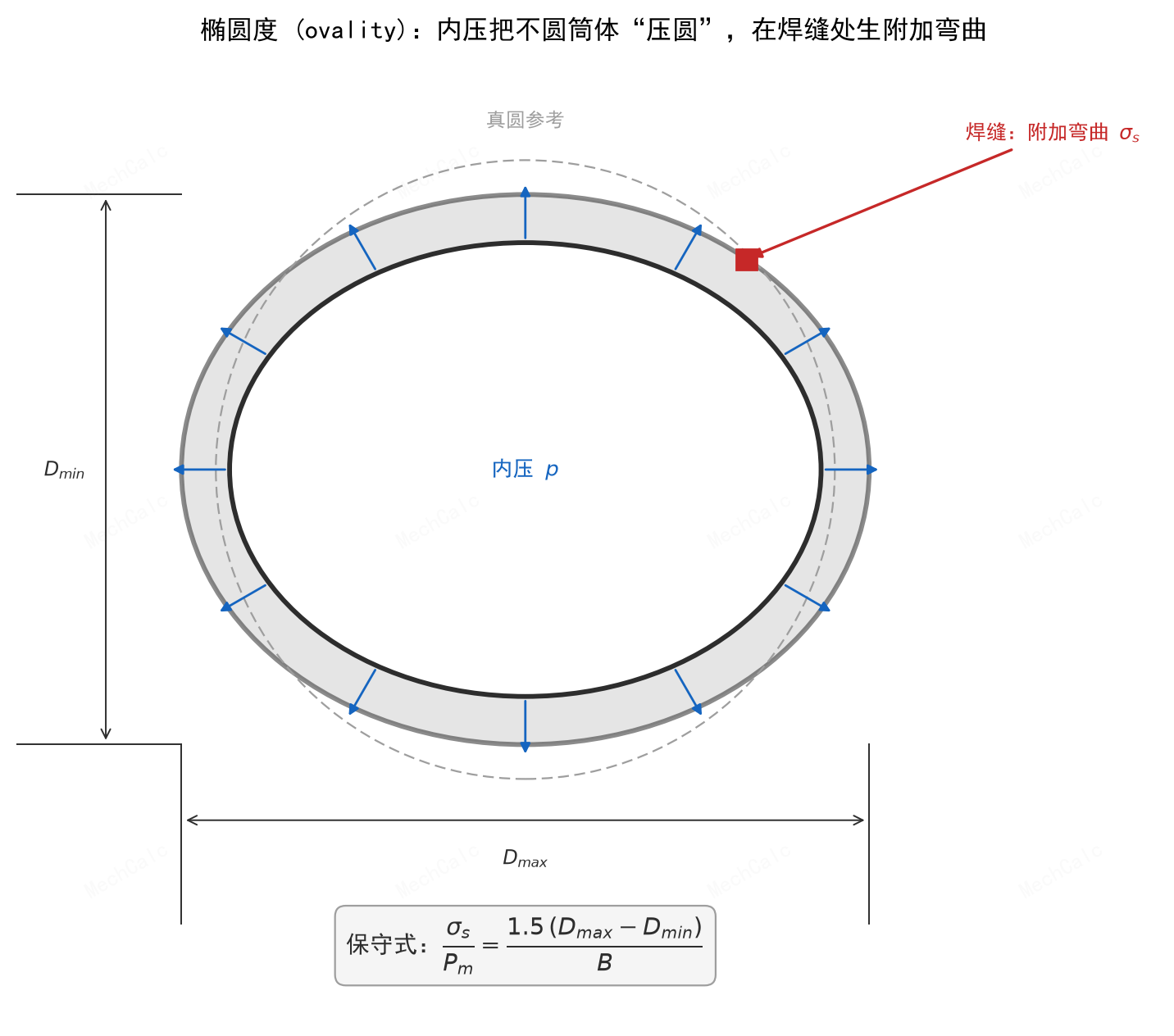
图3g:压力管或容器椭圆度,Dmax≠Dmin,内压把不圆的截面向真圆“压圆”,在焊缝处产生附加弯曲应力(依据 BS 7910:2019, 附录 D, Table D.1 case g)。
完整式:
$$\frac{\sigma_s}{P_m}=\frac{1.5(D_{max}-D_{min})\cos 2\theta}{B\left\{1+0.5\left[\dfrac{p_m(1-\nu^2)}{E}\right]\left(\dfrac{D}{B}\right)^3\right\}}$$保守式:
$$\frac{\sigma_s}{P_m}=\frac{1.5(D_{max}-D_{min})}{B}$$算法:① 量椭圆度 $D_{max}-D_{min}$、焊缝位置角 $\theta$、内压 $p_m$;② 快速估算用 保守式;③ 精算用 完整式(计入 $\theta$ 与内压把容器“压圆”的有利重塑——分母 $\{\dots\}>1$,故降低 $\sigma_s$);④ 疲劳载荷下 $p_m$ 变化时,取时段 平均值。
(BS 7910:2019, 附录 D, Table D.1 case g)
四、Table D.2:十字 / T 形接头(cruciform joints)3 型逐型详解
Table D.2 的约束参数 $\kappa$ 不是单一常数——它随接头的约束与支承方式取不同值(原表给出了多种支承简图对应的取值);下面列出代表值。前两型关注 母板焊趾 的疲劳失效。
a) 对接或角焊缝,轴向错边($l_1\le l_2$)
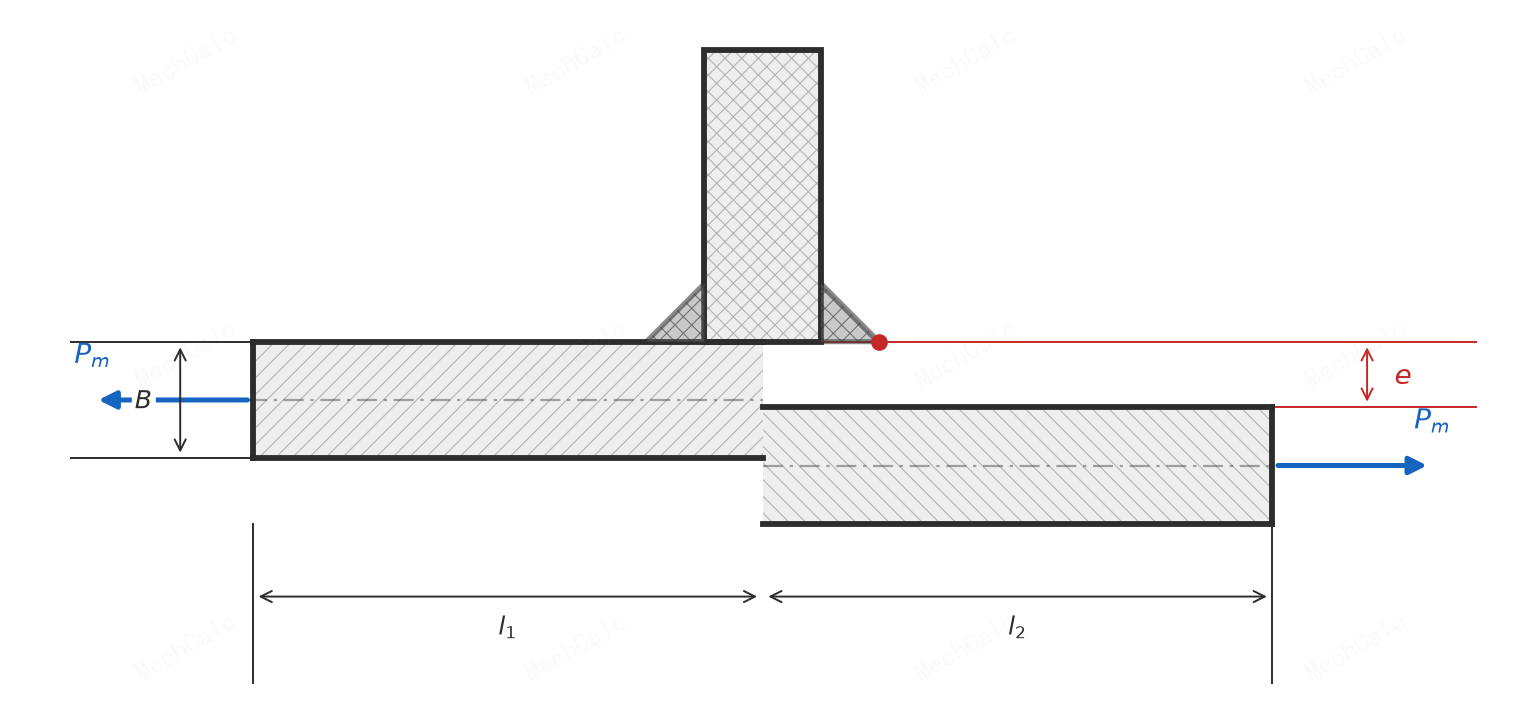
图4a:十字或 T 形接头对接或角焊缝轴向错边(依据 BS 7910:2019, 附录 D, Table D.2 case a)。
算法:① 量 $e,B,l_1,l_2$;② 按实际约束与支承选 $\kappa$(原表代表值为 $6.0 / 6.75 / 3.0 / 2.95$);③ 无约束、远端加载时取 $\kappa=6,\ l_1=l_2$;④ 得 $\sigma_s$、$k_m$。关注母板焊趾的疲劳失效。
(BS 7910:2019, 附录 D, Table D.2 case a)
b) 对接或角焊缝,角变形
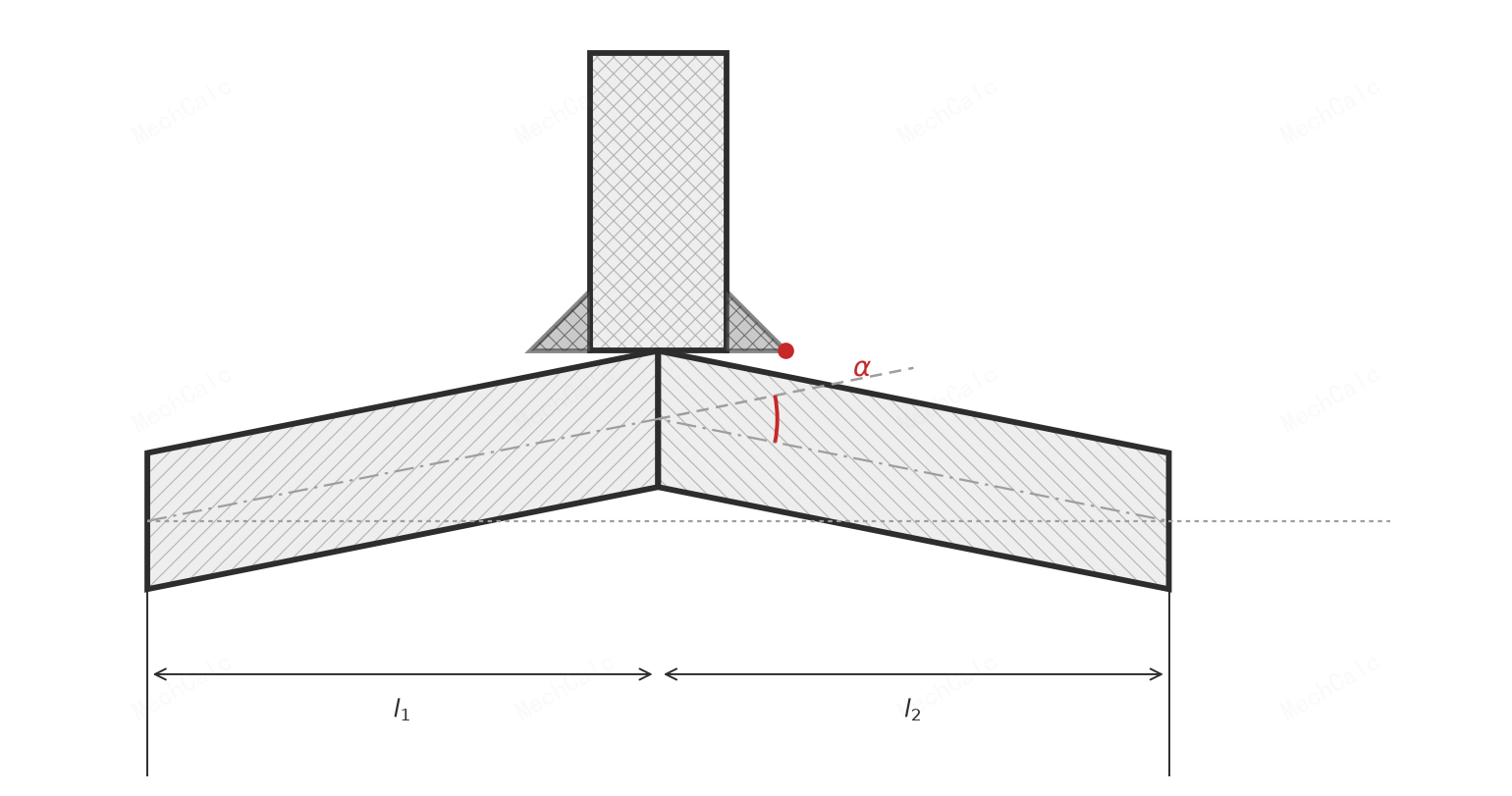
图4b:十字或 T 形接头对接或角焊缝角变形(依据 BS 7910:2019, 附录 D, Table D.2 case b)。
算法:① 量夹角 $\alpha$(弧度)、$B,l_1,l_2$;② 按约束选 $\kappa$(代表值 $6.0 / 3.0 / 0.04 / 0.02$——约束差异极大,务必按实际支承取值,否则结果可能差两个数量级);③ 得 $\sigma_s$、$k_m$。
(BS 7910:2019, 附录 D, Table D.2 case b)
c) 角焊缝,轴向错边(从焊喉/焊根失效)
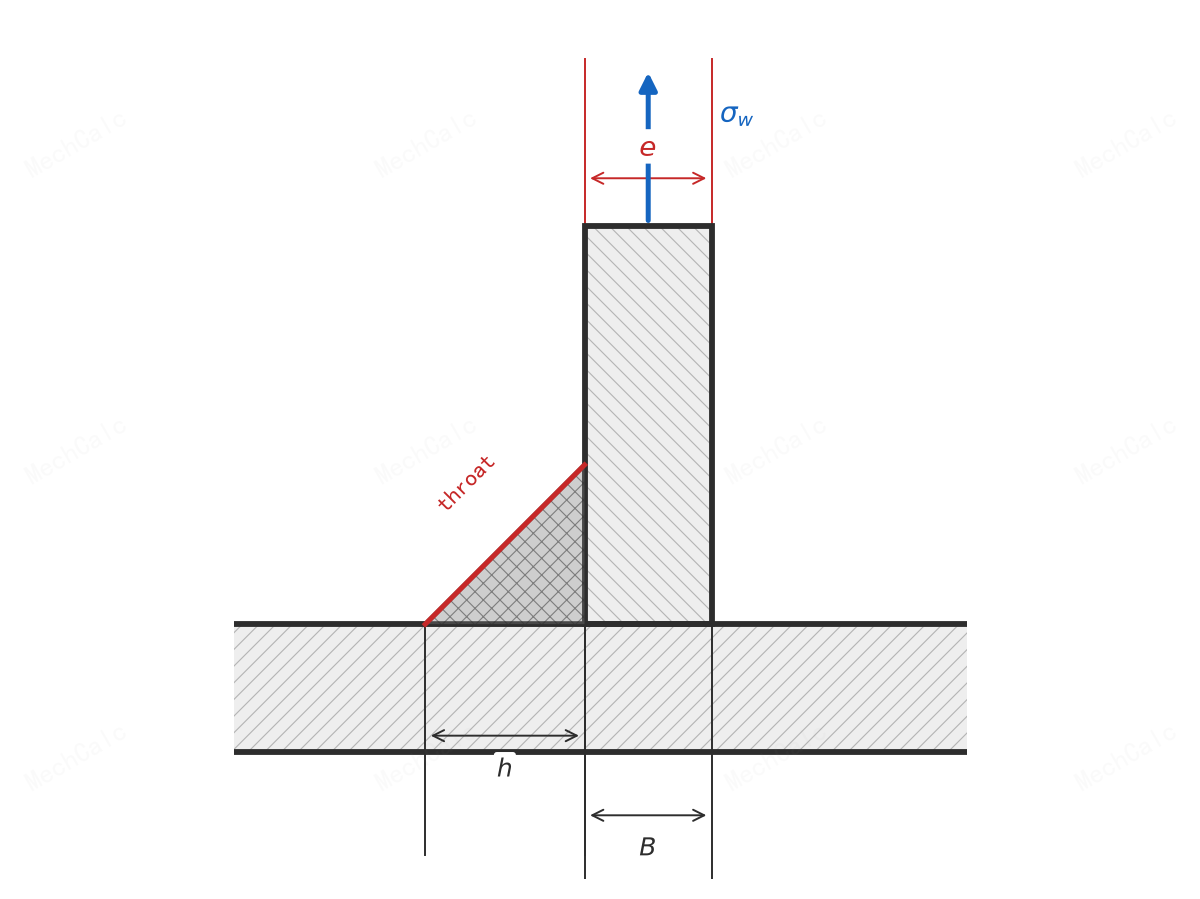
图4c:角焊缝轴向错边,破坏面为焊喉斜面,σs/σw = e/(B+h),h 为焊脚长(依据 BS 7910:2019, 附录 D, Table D.2 case c)。
算法:① 注意此式参考的是 焊喉应力 $\sigma_w$(不是 $P_m$);② $h$ 为焊脚长;③ 关注焊根经 焊喉 的疲劳失效。
⚠️ 两条红线
- 此式分母是 $B+h$、参考应力是 $\sigma_w$,别与前面用 $P_m$ 的式子混用。
- 此 case 不可用于焊根缺陷的应力强度因子计算(BS 7910:2019, 附录 D, Table D.2 case c)。
五、算出 σs 之后,塞进评定的哪一步?
Annex D 不是孤立的——它 给主评定流程供数据(BS 7910:2019, 6.4.4)。
5.1 断裂评定(FAD)
错位弯曲应力 $\sigma_s$ 作为弯曲分量,进入:
- 应力强度因子 $K_I$ 的计算(附录 M);
- 参考应力 $\sigma_{ref}$ 的计算(附录 P)。
它们共同决定失效评定图(FAD)上评定点的纵坐标 $K_r$ 与横坐标 $L_r$;一次/二次的取舍见 §2.4。
5.2 疲劳评定(Clause 8)
- 用 $k_m$ 放大膜应力幅,附加弯曲应力幅 $\Delta\sigma_s=(k_m-1)\Delta\sigma_m$ 计入弯曲应力幅(BS 7910:2019, 8.4);
- 错位 单独评定 时,用 §8.8.1 与 Table 8.10 的 $k_m$ 接受限值判定(BS 7910:2019, 8.8.1, Table 8.10)。
5.3 埋藏裂纹的取值
错位弯曲应力沿壁厚 线性变化、到中性轴处为零——评定埋藏缺陷时按这个分布取裂纹所在深度处的值(BS 7910:2019, 附录 D, D.1)。
六、工程陷阱(复盘)
- 方向性:$\sigma_s$ 只在垂直于错位线的膜应力下产生。纵向连续焊缝纵向受载、或纯弯接头,不要叠这层应力(§1.3 第 1 条)。
- 约束按无约束算:除非能证明约束减小了影响,平板取 $\kappa=6$(§1.3 第 3 条)。
- 符号代数相加:轴向 + 角度并存时可能同号叠加(更危险)或反号抵消,按公式 D.3 代数相加(§2.2)。
- tanh 修正反直觉:受拉时可忽略(偏保守);受压时变 tan,不可忽略(case e、f)。
- 十字接头 $\kappa$ 非定值:按实际约束选取,别套平板的 6(Table D.2 a、b)。
- 角焊缝 c 用 $\sigma_w$、不可用于焊根 SIF:别与 $P_m$、焊根应力强度因子混用。
- 穿透裂纹可能过保守(§2.5)。
附:符号速查表
| 符号 | 含义 | 单位 |
|---|---|---|
| $B$ / $B_1,B_2$ | 截面厚度 / 对接两板厚度 | mm |
| $D$ / $D_{max},D_{min}$ | 平均直径 / 最大、最小直径 | mm |
| $d$ | 角变形引起的偏离真圆量 | mm |
| $E$ | 弹性模量 | N/mm² |
| $e$ | 轴向错边(偏心 / 中线错位) | mm |
| $h$ | 焊脚长 | mm |
| $k_m$ | 错位应力放大系数 | — |
| $l$ / $l_1,l_2$ | 错位接头到加载点或角变形区端部的距离(最短为 $l_1$)/ 板长 | mm |
| $n$ | 不等厚平板轴向错边弯曲应力计算因子 | — |
| $P_m$ / $p_m$ | 一次膜应力 / 压力管错位计算最大压力 | N/mm² |
| $y$ | 角变形引起的峰高(peaking) | mm |
| $\alpha$ | 错位处角变化 | 弧度 |
| $\beta$ | 角变形弯曲应力计算因子 | — |
| $\Delta P_m$ / $\Delta\sigma_s$ | 一次膜应力幅 / 错位弯曲应力幅 | N/mm² |
| $\theta$ | 焊缝与最大直径观测点之间的夹角 | ° |
| $\kappa$ | 对接 / 十字接头的约束参数 | — |
| $\nu$ | 泊松比 | — |
| $\sigma_{max,m}$ | 最大外加拉应力的膜分量 | N/mm² |
| $\sigma_s$ | 错位引起的最大诱导弯曲应力(与 $P_m$ 同号) | N/mm² |
| $\sigma_w$ | 焊喉上的外加应力 | N/mm² |
(BS 7910:2019, 附录 D, D.0)
错位应力本身不直接给结论,它最终汇入断裂评定。把算得的 $\sigma_s$ 作为弯曲分量、或把 $k_m$ 乘进膜应力,再走 Clause 7 的失效评定图,才得到“含裂纹结构能否继续服役”的判断。
🧮 在线计算器:《BS 7910 附录 D 错位应力放大系数 k_m 计算器》 — 选择错位几何族、填几何参数,即可算出 σs/Pm 与放大系数 km,喂入 Annex M 应力强度因子与第 7 条断裂评定。
插图说明:本文图 1–图 4(c) 为 MechCalc 原创释义示意图,依据 BS 7910:2019 Annex D 概念与公式绘制,非规范原图复制。
📖 参考引用:
- BS 7910:2019+A1:2020, Guide to methods for assessing the acceptability of flaws in metallic structures, Annex D — Stress due to misalignment